Why Choose a Fluorine Pump for Your Industrial Needs?
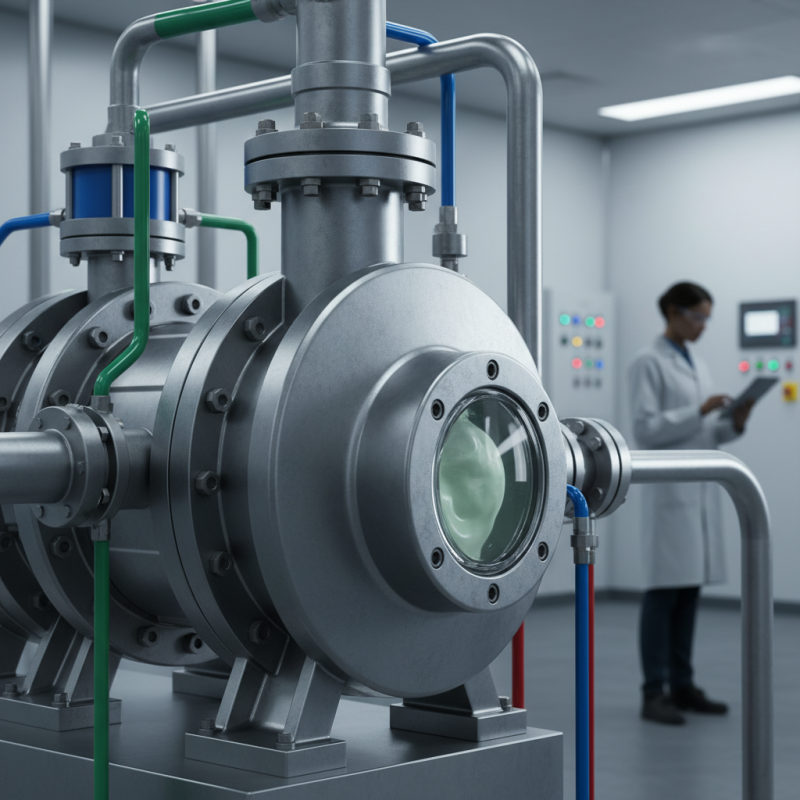
In the modern industrial landscape, the choice of equipment can make or break a project. A Fluorine Pump stands out as a critical component for handling corrosive fluids. Dr. Emily Carter, a leading expert in industrial pump technology, once stated, "Fluorine Pumps are essential for ensuring safety and efficiency in demanding environments." These pumps are engineered to manage aggressive chemicals, which are common in various industries.
Selecting the right pump involves understanding the specific requirements of your application. Fluorine Pumps offer durability and reliability, essential traits in high-stress situations. Their chemical resistance allows for seamless operation, reducing the risk of leaks and accidents. However, not every Fluorine Pump is created equal; some may falter under extreme conditions, highlighting the need for careful selection.
Every industrial application is unique, requiring an informed decision about pump types. Companies must assess their operational needs, flow rates, and chemical compatibility. Engaging with professionals in the field can yield insights and help navigate complicated choices. A Fluorine Pump can deliver significant advantages, but only when aligned with specific industrial demands. Responsible selection is key to achieving long-term success and safety.
Understanding Fluorine Pumps and Their Industrial Applications
Fluorine pumps play a vital role in various industrial applications due to their unique properties. These pumps are designed to handle highly corrosive chemicals, making them suitable for industries such as chemical manufacturing, oil and gas, and wastewater treatment. For instance, a report by the International Journal of Engineering Research highlighted that fluorine pumps can withstand temperatures exceeding 200°C and pressures up to 15 bar, which is essential for many industrial processes.
The versatility of fluorine pumps is another reason for their growing popularity. They are made from materials like PTFE, which provide exceptional chemical resistance. This allows them to transport aggressive substances without degrading over time. According to a research study from the Chemical Engineering Society, the global market for fluorine pumps is expected to grow by 7% annually. This growth reflects increasing demand across various sectors, underscoring the importance of these pumps in modern industry.
However, challenges exist in the use of fluorine pumps. Maintaining optimal performance requires regular monitoring and maintenance, which can be resource-intensive. Additionally, while fluorine pumps are highly efficient, their initial costs can be prohibitive for smaller operations. Understanding these challenges is crucial for industries considering fluorine pumps. By assessing both the advantages and drawbacks, companies can make informed decisions about their pumping solutions.
Key Benefits of Using Fluorine Pumps in Various Industries
Fluorine pumps have become essential in many industries due to their remarkable chemical resistance and durability. These pumps excel in handling aggressive and corrosive fluids, making them ideal for chemical processing, pharmaceuticals, and more. They withstand extreme temperatures and pressures, ensuring longevity in demanding environments.
When selecting a fluorine pump, consider its material compatibility. Fluoropolymers offer superior resistance to chemicals like acids and bases, minimizing maintenance needs. However, be cautious of potential wear in specific conditions. Regular inspections are crucial to uphold efficiency and performance.
Another consideration is the pump's flow rate. Accurate flow rates ensure optimal system performance. Miscalculating can lead to issues like cavitation or fluid starvation. Always refer to manufacturer specifications and conduct tests to confirm accurate flow rates in real-time operations.
In summary, fluorine pumps serve diverse industries with unique challenges. Their benefits, like chemical resistance and durability, contribute to efficiency and safety. Yet, it's essential to remain vigilant and proactive in maintenance to avoid unexpected failures.
Comparative Analysis: Fluorine Pumps vs. Other Pump Types
Fluorine pumps are designed for demanding industrial applications. They excel in handling corrosive and abrasive substances. This makes them a preferred choice in industries like chemical processing and petrochemicals. Their materials resist degradation, ensuring longevity. Yet, this does not mean they are perfect.
When compared to standard pumps, fluorine pumps often outperform in harsh environments. Conventional pumps may struggle with chemical resistance, impacting performance. However, they can be cost-effective for less demanding tasks. In some scenarios, the initial investment in a fluorine pump might not justify its advantages. The total cost of ownership is a crucial consideration.
Maintenance is another point of concern. Fluorine pumps may require specialized knowledge for troubleshooting. Not all technicians are trained to handle these systems. This gap can lead to operational challenges and downtime. Users must weigh these factors carefully before making a decision.
Why Choose a Fluorine Pump for Your Industrial Needs?
| Pump Type | Chemical Resistance | Temperature Range (°C) | Efficiency | Maintenance | Cost |
| Fluorine Pump | Excellent | -40 to 100 | High | Low | High |
| Stainless Steel Pump | Moderate | -20 to 150 | Moderate | Moderate | Medium |
| Plastic Pump | Good | 0 to 80 | Low | High | Low |
| Ceramic Pump | Excellent | -40 to 200 | High | Moderate | High |
Factors to Consider When Selecting a Fluorine Pump
When selecting a fluorine pump, several critical factors should be considered. Fluorine pumps are used in industries that handle corrosive and reactive chemicals. The choice of materials is paramount. High-performance polymers and metals like Hastelloy can resist corrosion. According to a recent market report, over 35% of pump failures stem from material incompatibility. This indicates how vital it is to match materials to your specific applications.
Also, look into the flow rate requirements. Fluorine pumps are available in various capacities, tailored for different processes. A study highlighted that efficiency losses can exceed 20% if the pump does not meet flow specifications. This could lead to unnecessary costs and operational downtime. Additionally, consider energy consumption. Roughly 40% of industrial energy costs come from pumping systems, making energy-efficient models not just a preference, but a necessity.
Don't overlook maintenance ease. Complex designs can complicate maintenance, leading to longer downtimes. Opt for pumps with straightforward designs. This could save time and resources. However, be cautious of over-reliance on automated systems. Automation can introduce risks if not monitored properly. Balancing automation with manual checks might enhance reliability.
Best Practices for Maintenance and Operation of Fluorine Pumps
Fluorine pumps serve critical roles in various industrial applications, particularly where aggressive chemicals are involved. To ensure their longevity and optimal performance, proper maintenance is essential. Regular inspections help identify wear and tear, minimizing unexpected failures. Research indicates that companies can reduce downtime by up to 30% through proactive maintenance strategies.
One effective practice is to keep the pump's environment clean. Dirt and debris can lead to premature wear, impacting efficiency. Always check seals and gaskets for signs of degradation. Sometimes, overlooked components can cause significant issues down the line. Replacing parts like O-rings regularly can prevent costly damage to the pump.
*Tip:* Maintain a detailed log of maintenance activities. This record can highlight patterns and potential problems over time. Operators should also feel empowered to report any unusual sounds or vibrations, as these can be early signs of mechanical failure. Proper training and awareness elevate the performance and reliability of the entire pumping system, ensuring that the facility runs smoothly.
Why Choose a Fluorine Pump for Your Industrial Needs?
This chart illustrates the performance ratings of fluorine pumps in various key areas such as efficiency, durability, cost, maintenance, and versatility. These attributes make fluorine pumps a reliable choice for industrial applications.




 Metal Processing
Metal Processing
 Automotive
Automotive
 Food & Beverage
Food & Beverage
 Chemical
Chemical
 Consumer Electronics
Consumer Electronics
 Healthcare
Healthcare
 New Retail
New Retail
 Semiconductor
Semiconductor
 Welding
Welding
 Palletizing
Palletizing
 Loading and Unloading
Loading and Unloading
 Assembly
Assembly
 Bin Picking
Bin Picking
 Gluing
Gluing
 Insertion
Insertion
 Polishing
Polishing
